ニュースリリース
2016年3月 8日
世界初!高いAl含有比率と硬さを兼備するTiAlN膜を開発
~従来比4倍以上の長寿命を実現する切削工具(インサート)の販売開始~
三菱マテリアル株式会社(取締役社長:竹内 章、資本金:1,194億円)は、切削工具用の表面被覆材料としてTi(チタン)とAl(アルミニウム)およびN(窒素)からなる(Ti, Al)Nコーティング膜(以下「TiAlN(チタンアルミナイトライド)膜」)の性能を向上するための開発を進めてまいりましたが、このたび世界初※1の高いAl含有比率と硬さを兼備するTiAlN膜「Al-rich(アルミリッチ)コーティング ※2 」の開発に成功しましたので、お知らせします。
切削工具用のTiAlN膜においては、金属成分(Ti、Al)総量に対するAlの含有比率を高めることが、耐摩耗性や耐熱性の向上に効果的であると知られていましたが、その比率が60%を超えると、これらの特性を低下させる異相(AlN(アルミナイトライド)相)が析出しやすいという問題がありました(図1参照)。そのため、当社では、従来よりも高いAl含有比率においても異相が生じず優れた切削性能を発揮するTiAlN膜を開発し、この技術を応用した新製品MP9005、MP9015を2013年11月に発売し、多くのお客様からご好評を得ております。
今般、当社が開発に成功した「Al-richコーティング」では、さらに高いAl含有比率においても前記技術では成し得なかった異相の析出抑制を可能とし、TiAlN膜の飛躍的な特性向上を実現しました。本コーティング技術は、当社独自設計によるコーティング装置や、従来とは異なるコーティングプロセスや複数の新技術の融合により開発され実用化に至ったものです。この「Al-richコーティング」は、切削工具の性能向上に有効となる次のような特徴を持っています。
- 1.
従来膜をはるかに凌ぐ高い硬さ
独自技術による新しいコーティングプロセスにより、TiAlN中のAl含有比率を極限まで高めても軟質のAlN相が生成しない「Al-richコーティング」を開発し、高いAl含有比率と膜硬さを維持することに成功しました。- 2.
酸化物膜(Al2O3等)に劣らぬ耐酸化性
「Al-richコーティング」は、膜中のAl含有比率が従来製品と比較し大幅に高くなっていることから、刃先が極めて高温になる高速切削や高送り切削等の高能率切削においても、膜表面に耐酸化性に優れるAlの酸化物を形成しやすく、これが保護膜となって超硬合金母材の酸化を抑制するとともに高い硬さを維持します。また、耐酸化性を高める目的で従来使用されているAl2O3等の酸化物膜はチッピング※3しやすいという欠点を持っていましたが、「Al-richコーティング」は窒化物をベースとした酸化物層が形成されるため、膜の強度が高くチッピングを起こしづらい特徴を有します。- 3.
硬質材料の常識を覆す耐クラック進展性
「Al-richコーティング」は、従来のTiAlN膜と異なりナノレベルの結晶組織構造を制御しています。この組織構造により、膜へのクラック生成および生成後のクラック進展を抑え、膜の破壊を伴う工具損傷を抑制することができます。
当社は、上記の特徴を持つ世界初の新技術「Al-richコーティング」を適用した製品の第一弾として、ミーリング加工用のコーテッド超硬新材種「MV1020」を3月10日に販売開始します。「MV1020」は様々な被削材に対応でき、特に各種鋼や鋳鉄の高速加工および湿式加工において極めて優れた耐摩耗性と耐熱亀裂※4性を発揮し、従来製品をはるかに凌ぐ切削性能を実現しました。例えば合金鋼SCM440(切削速度300m/min)の乾式正面フライス加工やダクタイル鋳鉄FCD700(切削速度300m/min)の湿式正面フライス加工において従来製品の4倍以上の寿命を示し、お客様の加工コストの低減に大きく寄与します。また、従来製品よりも高い切削速度や送りでの高能率加工が可能なため、加工時間の大幅短縮を実現できます。
3月10日より販売開始する「MV1020」の詳細は以下の通りです。
- 1.
- 汎用正面削りカッタ「ASX445」シリーズ用インサート「JMブレーカ」および「JHブレーカ」
品番:SEMT13T3AGSN-JM,SEMT13T3AGSN-JH - 2.
- 汎用肩削りカッタ「ASX400」シリーズ用インサート「JMブレーカ」および「JHブレーカ」
品番:SOMT12T308PEER-JM,SOMT12T308PEER-JH
なお、3月10日の販売開始以降、順次アイテム数の拡大を実施していく予定です。2016年度中に1億円/月の販売を目指します。
当社グループは、長期経営方針において、「ユニークな技術により、地球に新たなマテリアルを創造し、循環型社会に貢献するNo.1企業集団」となることを掲げております。今後も独自の技術を活かした製品開発により、ものづくりの現場に貢献してまいります。
- ※1
- 当社調べ。
- ※2
- Al-richコーティング:TiAlN膜の高Al含有化に伴う硬さの低下を抑え、膜の靭性や耐酸化性を高めたコーティング膜およびその技術。
- ※3
- チッピング:破壊を伴う微細なコーティングの剥離。
- ※4
- 熱亀裂:特に断続的な切削加工において起こる工具損傷の一つ。刃先温度の上昇(熱膨張)と下降(熱収縮)を繰り返すことで、刃先に歪が蓄積し発生する亀裂。
(図)
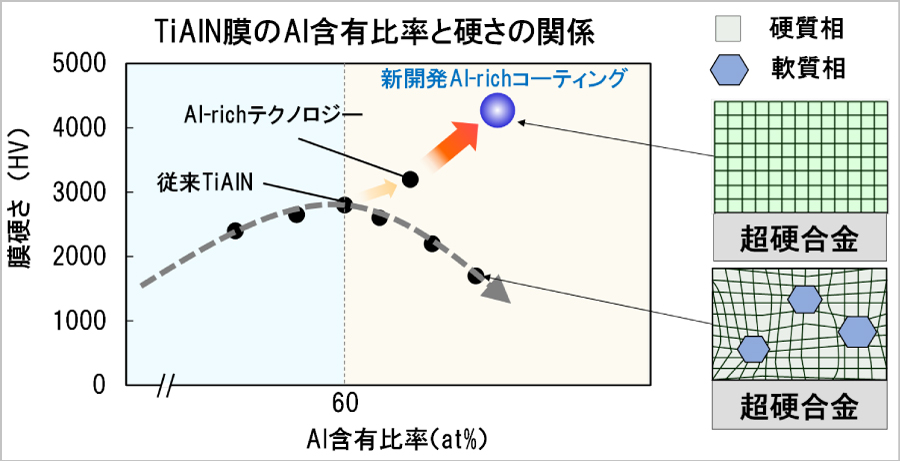 図1 TiAlN膜硬さとAl含有比率の関係
図1 TiAlN膜硬さとAl含有比率の関係(画像をクリックして拡大イメージを表示)
(写真)
 MV1020/SEMT13T3AGSN-JM(ASX445)外観写真
MV1020/SEMT13T3AGSN-JM(ASX445)外観写真(画像をクリックして拡大イメージを表示)
(関連HP)
当社加工事業カンパニー新製品情報
http://carbide.mmc.co.jp/newproduct

以上