目次
■优异的耐脱锌腐蚀性能
■优异的耐应力腐蚀开裂性能
■出色的铸造性能
■出色的热锻造性能
■良好的切削性
■优异的耐中温脆性开裂特性
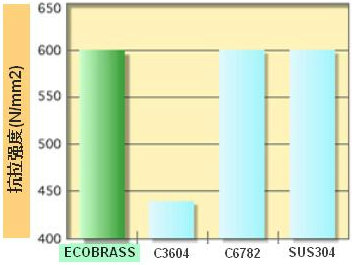
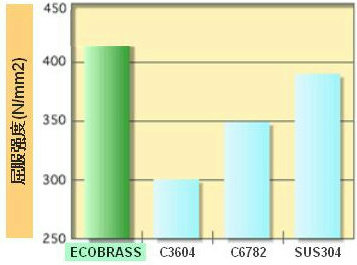
■与不锈钢(SUS303、304)相媲美的高强度。
■与不锈钢相媲美的优异的耐磨损特性
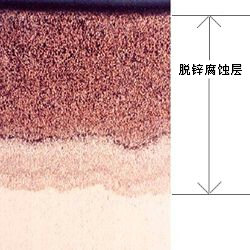
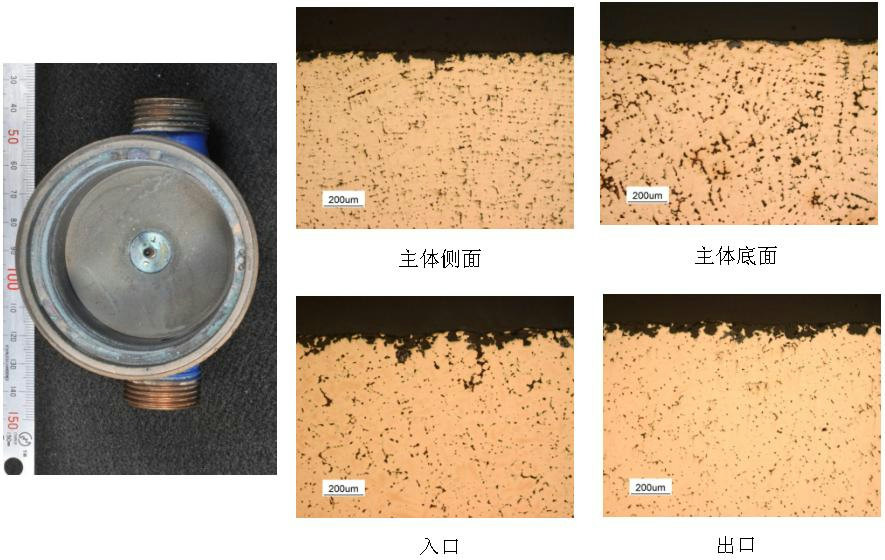
根据ISO6509试验标准,各种材料的脱锌腐蚀试验后的断面组织如以下照片所示。 由图可见,易切削黄铜棒材(C3604)发生了明显的脱锌腐蚀,而ECOBRASS与青铜铸件(BC6)及本公司UR系列材料同样,没有发生脱锌腐蚀,呈现出优异的耐脱锌腐蚀性能。
ECOBRASS
C3604
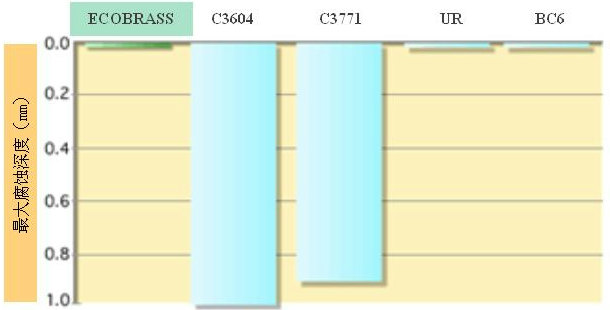
根据ISO6509试验标准,各种合金材料的脱锌腐蚀试验后的脱锌腐蚀深度如图所示。 由图可见, C3604(易切削黄铜)及 C3771 (铸造用黄铜)的腐蚀深度分别达到了1.0mm、0.9mm,而ECOBRASS与UR、BC6同样,几乎观察不到脱锌腐蚀层。
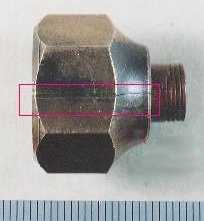
将受到应力作用的金属材料,在特定的腐蚀环境中暴露一段时间,则会发生开裂。 我们称这种现象为应力腐蚀开裂。由应力腐蚀开裂引起的六角黄铜螺母开裂的外观如图所示。为了紧固螺母,在其外部施加了扩展应力,由于暴露在这种状态下的腐蚀环境中,导致了螺母开裂。 大家知道,黄铜材在氨介质环境中容易发生应力腐蚀开裂,这被认为是普通黄铜材料的致命缺点。
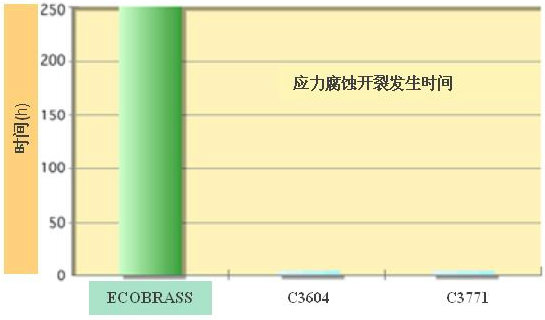
以各种材料制作的内螺纹加工的六角螺母为试样,施加147N・m的扭矩负荷, 根据JIS氨介质试验标准评价耐应力腐蚀开裂特性,测定结果如表所示。 通常使用的黄铜材料C3604(易切削黄铜)及C3771(锻造用黄铜),经历了2〜3小时均发生开裂,与之相比, ECO BRASS即使经历了100倍以上的时间250小时,也没有发生开裂,这表明了ECO BRASS具有优异的耐应力腐蚀开裂性能。 ECO BRASS不仅具有出色的耐脱锌腐蚀性能,也具有优异的耐应力腐蚀开裂性能。
使用涡旋式试验装置,根据测定的涡旋状模具内的熔液流动长度来评价铸造时熔液流动性。
与JIS CAC406相比,ECO BRASS的熔液流动性能更好,如下面图表所示,即使浇铸温度在低于JIS CAC406合金100℃的条件下,ECO BRASS熔液的流动距离反而更长。
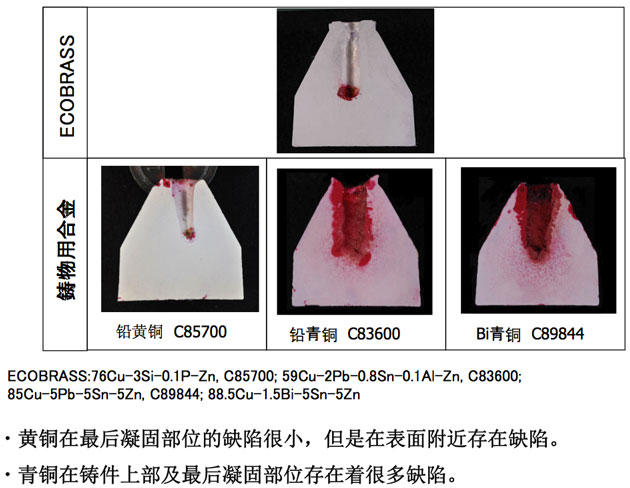
使用Tatur Mold进行铸造,比较了各种铸造合金的的缩孔发生状况。
ECO BRASS与铋黄铜铸件及铅黄铜铸件相比,虽然缺欠较大,但铸件表面没有观察到缺陷。另外,CAC406铸件和CAC902铸件在其缩孔周围及最后凝固部位,观察到了很多砂眼。
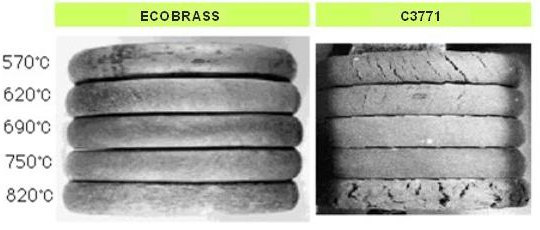
根据高温压缩试验结果,评价各种合金的锻造性能。在570〜820℃的高温条件下加热,进行了略图所示的高温压缩试验,试验后的样品外观参见下面的照片。 C3771(锻造用黄铜合金)在820℃的高温侧及570℃、620℃的低温侧均出现开裂,与之相比,ECOBRASS在整个试验温度区域不开裂,呈现出超过C3771合金的抗变形能力。
锻造性能试验方法 略图(fig 2)
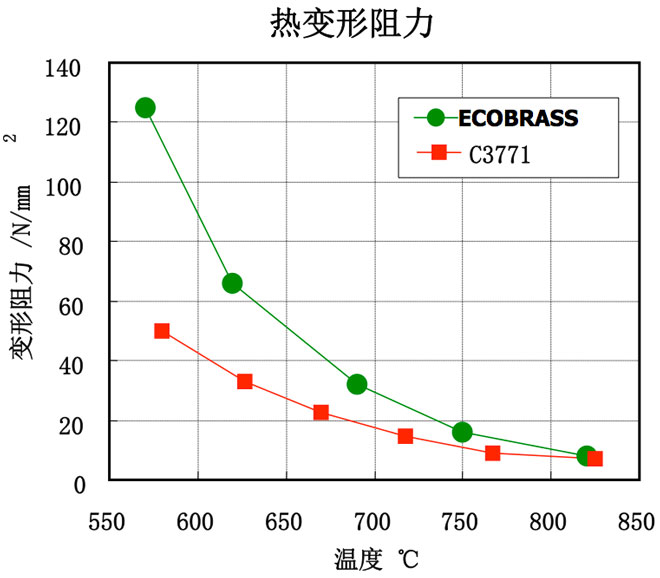
根据材料的热变形抗力,可以判断是否可以进行热锻造。在700℃以上时,ECOBRASS的变形抗力和铋黄铜相等。如果将ECO BRASS的锻造温度设定高于C3771合金的锻造温度50℃时,则可以得到相等的变形抗力,毫无问题的可以进行锻造。
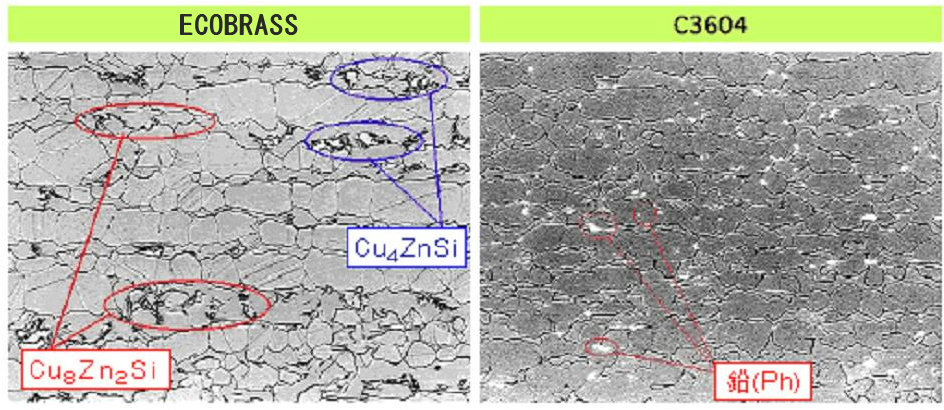
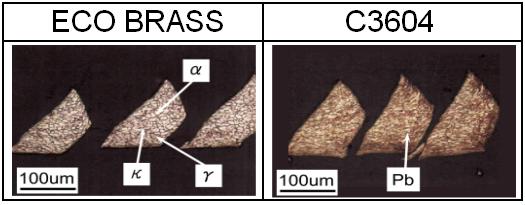
在通常的C3604铜合金中,利用低熔点铅的分散粒子(照片中的白色粒子)起到断屑的作用,来提高切削性。ECO BRASS是通过添加硅元素,利用合金中析出对人体无害的金属间化合物(Cu
8
Zn
2
Si、Cu
4
ZnSi)起到断屑的作用,来提高切削性。
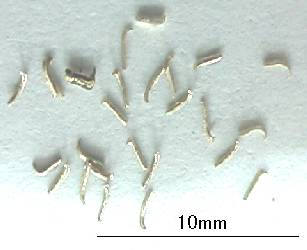
ECOBRASS和易切削黄铜棒材(C3604)一样,可以得到微细的切屑。对于高速自动切削加工所要求的切屑的分割性・处理性,微细的ECOBRASS的切屑也同样在各个加工过程中,不会妨碍加工作生产。
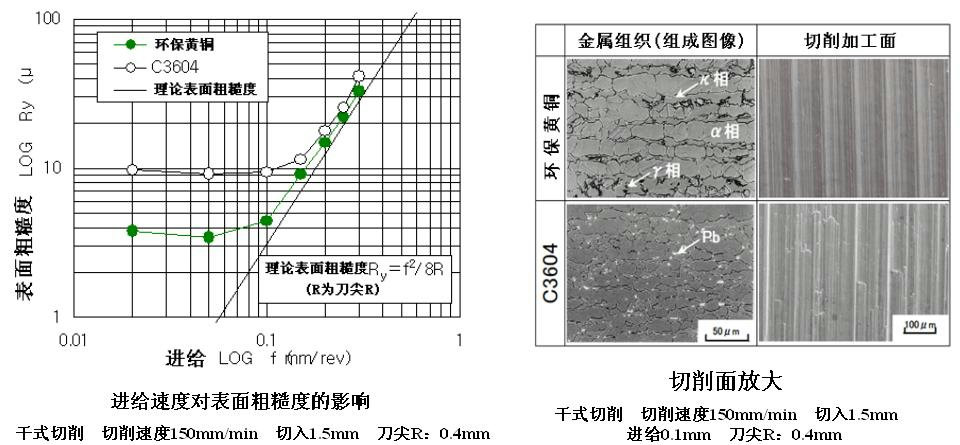
切削加工时的进给速度对表面粗糙度的影响如下图所示。
以同一进给速度切削时,ECOBRASS与C3604相比,表面粗糙度值较小,在进给速度低于0.1mm/rev时, ECOBRASS的表面粗糙度值约为C3604的表面粗糙度值的一半。提高进给速度,可以接近理论表面粗糙度值, ECOBRASS与C3604相比,以较低的进给速度就可以达到理论表面粗糙度值。
对于含Pb材料,单独分散在金属组织中的低熔点软质铅微粒起到了断屑的作用,因为熔融的铅的粘附等原因导致切削加工表面上残留下流星般的痕迹。与之相比,由于ECOBRASS不含有低熔点金属,呈现出非常光滑的切削表面。
环保黄铜的切削面的表面粗糙度、
理论表面粗糙度均优良
。
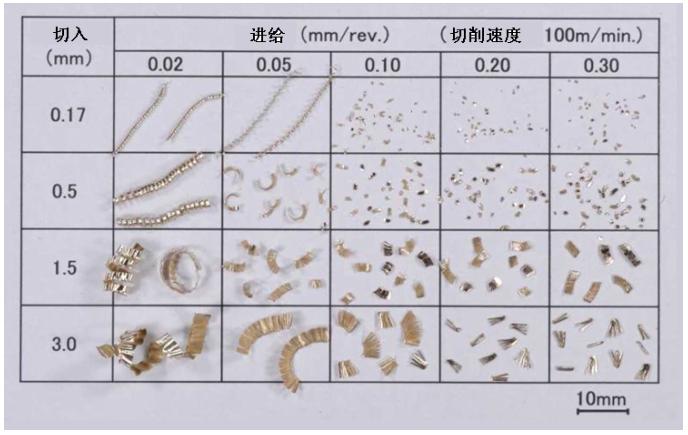
在各种切削条件下,进行外周切削时,得到的切屑形状如图所示。
随着进给速度加大,切屑变细。
为了更好的割断ECOBRASS的切屑,需要控制切削速度,设定较大的送给速度。
环保黄铜外周切削的切屑 切削速度100m/min
干式切削、使用切屑K10的相当品、刀尖R0.4mm、倾角-6°、无断屑器。
切削条件设定为:
抑制切削速度、加大进给
。
使用高速钢工具时,工具寿命与切削件个数的关系如图(左图为外周切削,右图为钻孔切削)所示。
根据JIS标准规定,磨损量0.4mm为工具寿命,因此,比较磨损量为0.4mm时的切削件个数。
外周切削时,C3604合金为6300个,ECOBRASS为4400个。
钻孔切削时,C3604合金为5900个,ECOBRASS为4200个。
ECOBRASS的工具寿命约为C3604合金的70%。
ECOBRASS的工具寿命约为
C3604合金的70%
。
ECO BRASS在同样的切削条件下工具寿命是
C3604
的
70
%。
⇒工具寿命依存于切削阻力。
⇒切削阻力依存于
材料强度×切屑的厚度
。
⇒ ECO BRASS与C3604切屑厚度相同,
所以材料强度直接影响切削阻力・工具寿命。
ECO BRASS具有
1.4
倍于
C3604
的强度。
⇒因此,在同一切削条件下,
工具寿命降低。
若选定切削条件/工具,在适合环保黄铜的条件下实施,
则可得到与C3604同样的工具寿命。
在切屑厚度
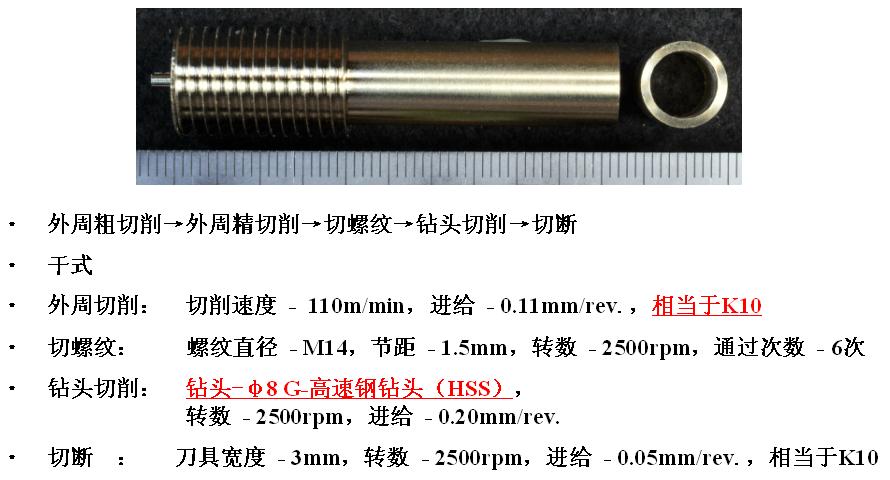
实际的棒材的切削事例。
切削条件如下所示。
使用切削工具是通常使用的刀具,进行干式切削。
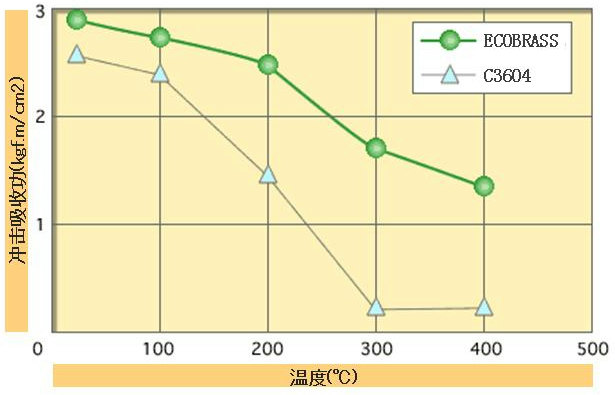
根据夏比冲击试验标准,测定的温度对材料的冲击吸收功的影响如图所示。通常的C3604(易切削黄铜)因为含有低熔点金属铅,当温度为300℃左右时,铅开始从合金中熔出,冲击吸收功急剧地下降。由于这个原因,在切削加工时产生的加工热导致了产品出现了开裂问题(中温脆性开裂)。而ECOBRASS不含有低熔点金属,在300℃左右的中温区域,具有通常材料5倍以上的冲击吸收功 ,所以具有优异的耐中温度脆性开裂特性。
ECO BRASS的抗拉强度超过600N/mm
2
,可以与不锈钢(SUS303、304)及铜材中强度最高黄铜棒(C6782)相媲美。 其抗拉强度比通常的黄铜棒(C3604)高1.4倍。
使用阿姆斯勒(amsler)型磨损试验机,对材料的耐磨损特性进行评价。
和C3604和CAC406C(BC6C)相比,ECOBRASS具有更好的耐磨损特性。根据测定各种材料的磨损量,ECOBRASS的耐磨损性是C3604和 CAC406C的20倍以上。